在本章节中,将为您解说希望在成型制品上开孔时的模具基本结构。
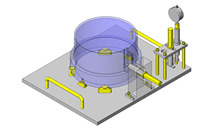
为了在成型制品上开孔,需要利用型腔或芯销形成树脂无法流入的部分。其结构构造示例如【图1】所示。

A.推顶结构
这是最基本的结构。在一侧设置突起,并与另一侧的平面接触,从而形成开孔。
关于突起侧的推顶面,其诀窍在于制造比基准高度长0.005~0.03mm左右的芯销等作为“对接余量”。
这将减少推顶面上的毛刺,并在成型件开孔周围形成锐利的边缘。
这种结构的缺点在于,如果芯销细长,则存在因树脂填充压力而导致芯销变形,并导致孔位置偏移或孔弯曲的风险。
此外,芯销还可能会因填充压力而断裂。
B.卡口结构
在这种结构中,设置在一侧的突起尖端与设置在另一侧的孔相嵌合,从而形成开孔。
采用这种结构,芯销具有两端支撑的梁结构,因此在承受树脂压力能力上比推顶结构更有利,并且能够有效防止芯销断裂以及孔错位。
在突出部的尖端和嵌合孔的侧面周围设置锥度,以确保能够流畅嵌合。
这种结构的缺点在于,模具的加工成本高于推顶结构。
C.中间推顶结构
这种结构是在两侧设置突起,在中间推顶在一起。
采用这种结构可以缩短芯销的总长度,降低断裂的风险。
缺点是成型件的孔中间会产生一条分割线。
D.切入结构
这种结构是在两侧设置突起,在中间呈一定角度推顶在一起。
E.中间卡口结构
这一结构是介于B与C两种结构之间。